
相控阵(Phased Array)超声波检测技术
一、相控阵超声检测技术历史
早期工作
早在1959 年,Tom Brown在Kelvin 和Hughes注册了一项环形动态聚焦探头的专利,后来被称为相控阵。
在19世纪60年代,早期的科学研究主要局限于实验室,但在60年代末,70年代早期,医学物理学者受到潜在的人体超声成像的鼓舞。
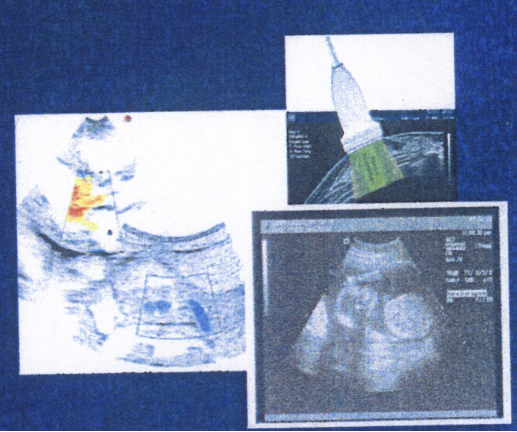
是男孩还是女孩?

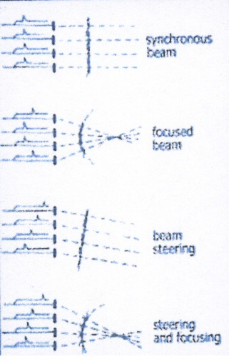
阵列激发的原理
n 一个探头的阵列从4个压电晶片逐渐发展成现在最多512个压电晶片。
n 探头中每一个晶片都与超声仪器相连,使超声波前更容易控制。
同时期的医学PA
工业相控阵
十年前超声相控阵技术在工业的应用一直很少。
毫无疑问,最主要的原因是缺乏对多晶片探头进行快速激发所需的计算能力以及处理扫查产生的大数据文件的能力。
相控阵设备
包括相控阵探头和相控阵仪器
相控阵探头:是实现相控阵检测的基础部件和核心部件。相控阵探头的特点是压电晶片不再是一个整体,而是由多个相互独立的小晶片组成的阵列,每个小晶片称为一个单元,每个晶片都有各自的接头、延时电路和A/D转换器且晶片之间彼此声绝缘。
相控阵探头类型
4类:线形阵列、矩形阵列、环形阵列和圆形阵列
线形阵列是最简单、最常用的相控阵探头形式
线阵探头参数:频率(f)、晶片数量、两个相邻晶片的中心间距、单个晶片的宽度、晶片间隙
常用探头形状
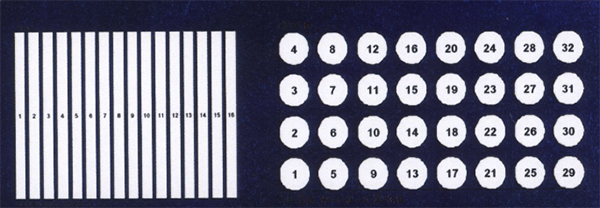
一维线性阵列探头 二维矩阵阵列探头
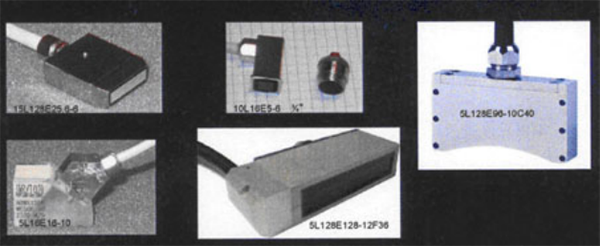
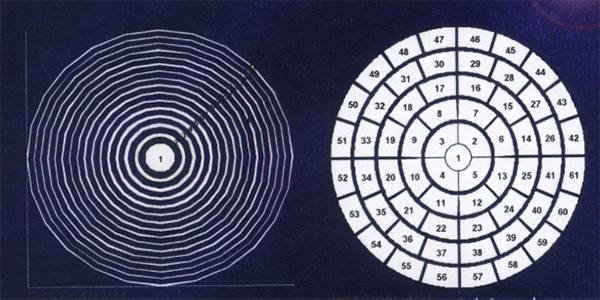
一维环形阵列探头 二维环扇形阵列探头
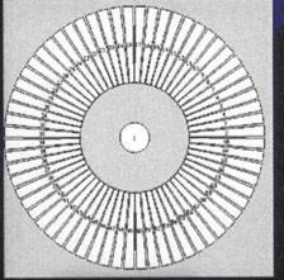
菊花阵列探头
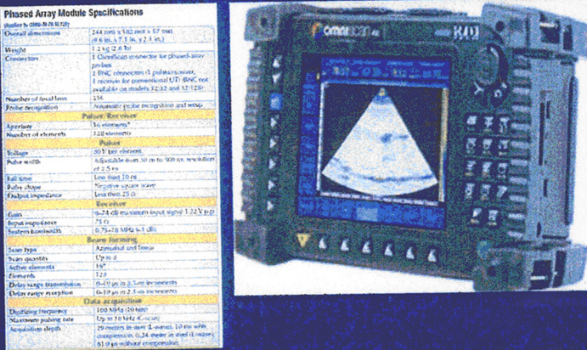
Olympus Omniscan MX
Olympus Focus Lite
Olympus Focus Lite
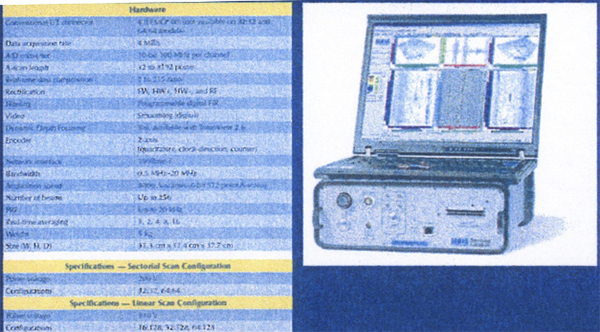
Harfang X32

Technology Design 聚焦扫查
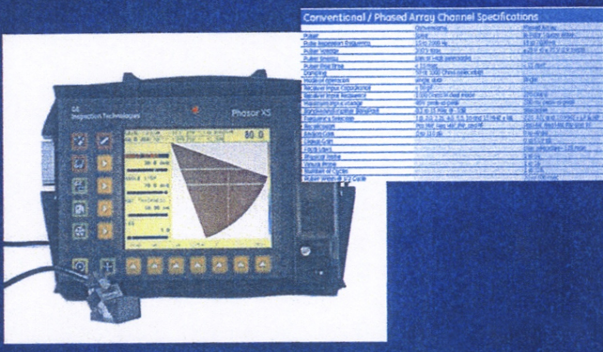
GE Phasor XS 16/64
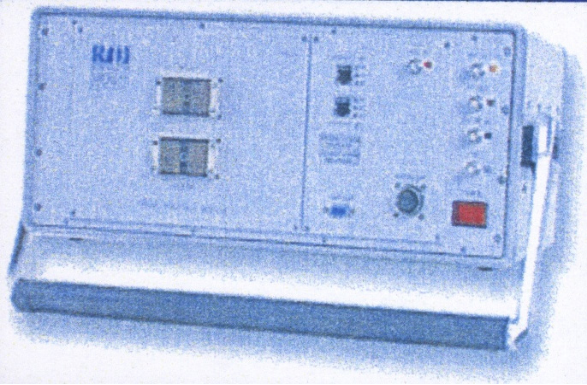
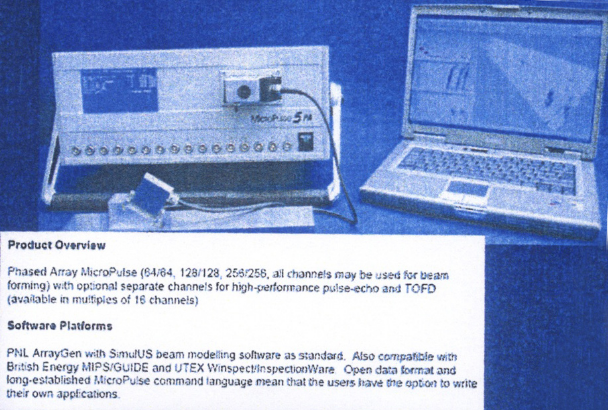
Peak NDT MicroPluse 5PA
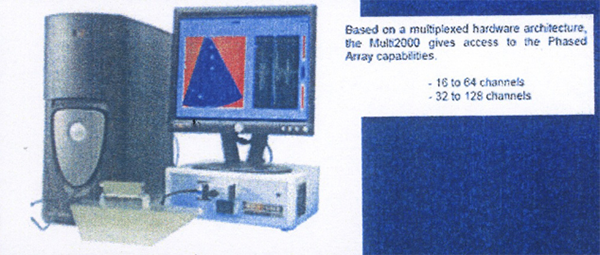
Multi scan 2000
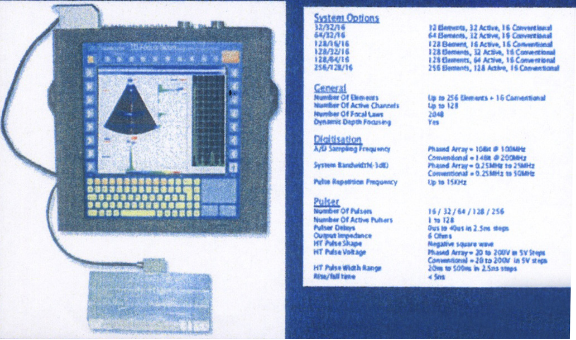
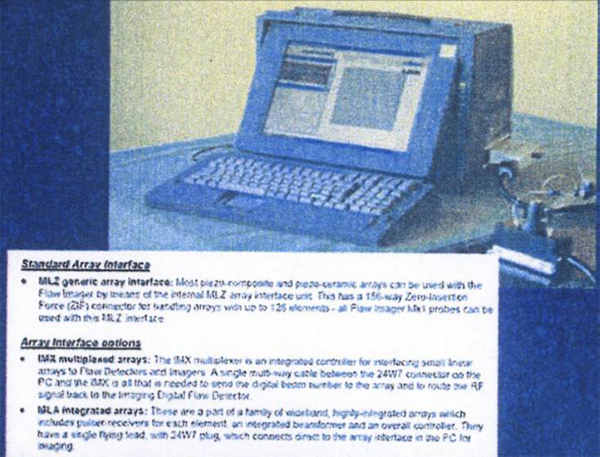
Diagnostic Sonar FlawInspecta
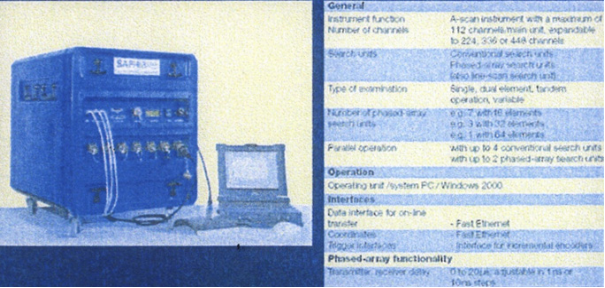
AREVA: SAPHIR plus
同期的应用
原材料产品:锭件,坯件,棒材……
航空:民用和国防:ISI
海军:军队PSI&ISI
电力行业:核工业&燃料:ISI
石化:管线安装:ISI
可以应用到目前使用脉冲回波检测的任何领域。
研究:任何你想要的!
原材料
航空复合材料
压力容器
电力行业
石油
二、相控阵超声检测技术
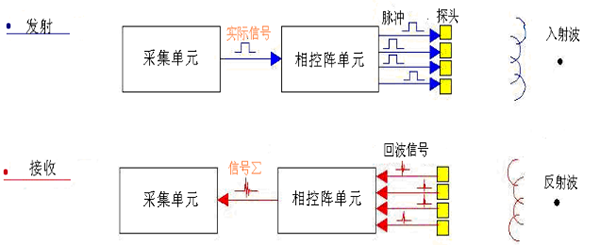
相控阵(Phased Array)超声检测技术是利用延迟电路的电子技术来控制相控阵探头合成的来实现超声波发射、接收的方法。相控阵探头有多个小晶片,其每一个晶片被独立的激发,根据各晶片相对于被检目标的不同声程施加不同的延迟时间,以实现声束的角度和聚焦点的变化。
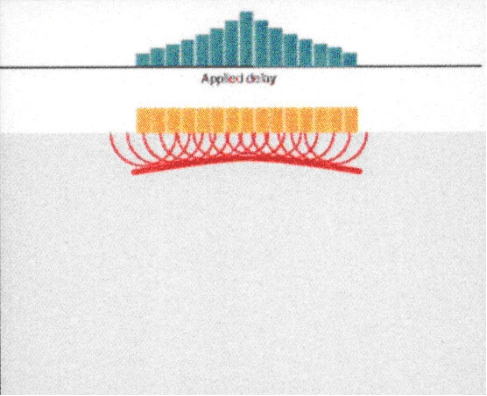
波束聚焦是通过软件控制每一个晶片的触发时间使波前在指定的位置进行叠加实现的。焦点尺寸取决于所用晶片的大小和数量。
相控阵探头阵列是许多相同的小晶片,由于 每个小晶片无可视为辐射柱面波的线状波源,当采用一个有序的时间间隔(即相位)激发探头阵列小晶片,这些线状波源的波阵面就会产生波的干涉,开成所需的整体波阵面;超声能量传播到工件中,反射的能量会被探头接收,并按照一定的信号相位规则合成为一个超声信号。
关键技术在于探头阵列激发的相位关系,即相控阵探头中每个晶片激发的延迟量,称为延迟法则,不同的延迟法则具有不同的声束特点。
相控阵系统工作原理
相控阵超声检测原理
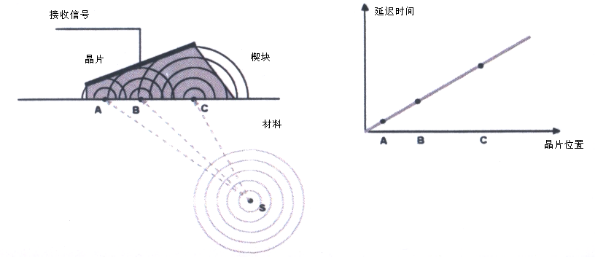
常规波束形成

常规UT探头角度偏转(发射):
-根据惠更斯原理产生超声波束
-在发射过程中斜楔块引入适当的延迟,产生一个带角度波束。
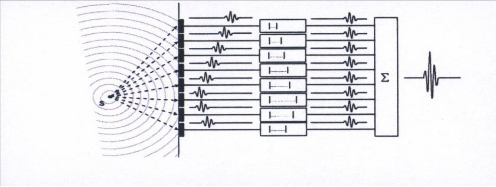
常规波束形成
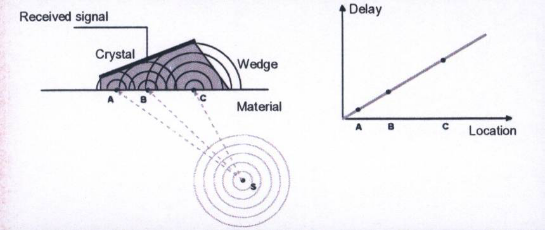
常规UT探头控制波束(接收)
-根据惠更斯原理楔块内产生波束
-在接收过程中引入延迟,使“同相位”的波前合成接收信号。
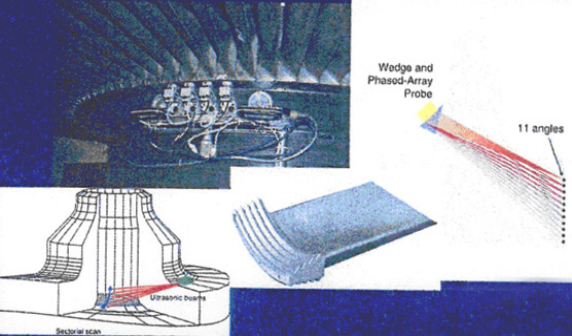
斜波束

聚焦波束
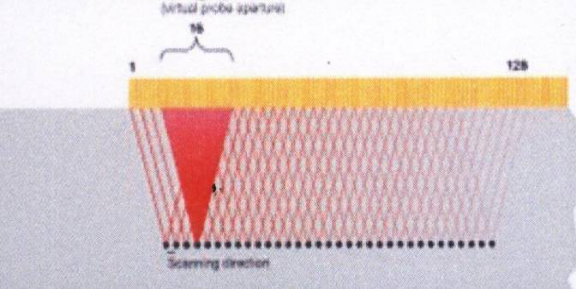
线阵探头-线性扫查
波束聚焦
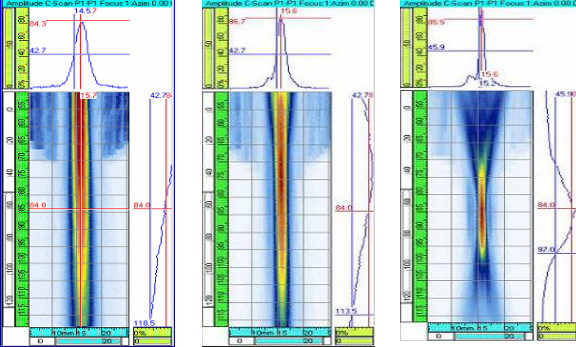
晶片数量:10 晶片数量:16 晶片数量:32
孔径:10 x 10mm 孔径:16 x 10mm 孔径:32 x 10mm
电子扫描
电子扫描是在探头不移动的情况下依靠电子系统激励换能器形成扫描方式。
线形扫描、扇形扫描、深度聚焦和动态深度聚焦4组单独和组合。
线形扫描、扇形扫描、深度聚焦3种扫描方式的发射与接收时采用相同的延迟法则,动态深度聚焦发射与接收的延迟法则不同。
聚焦法则的应用
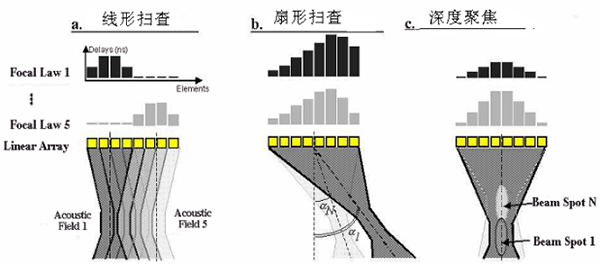
线形扫查时阵列中每组晶片都使用相同的聚焦法则。
扇形扫查时使用同一组晶片,但聚焦法则不同。
动态深度聚焦是通过硬件随时改变接收晶片的聚焦法则实现的
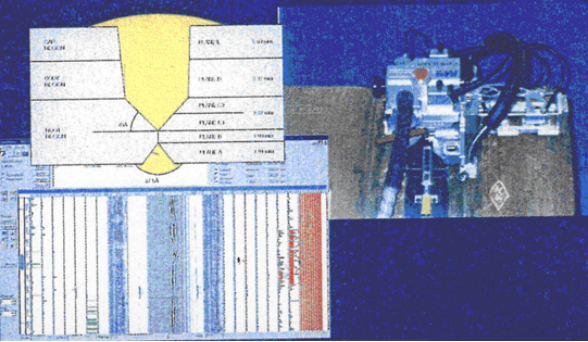
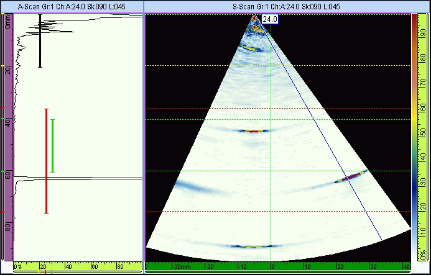
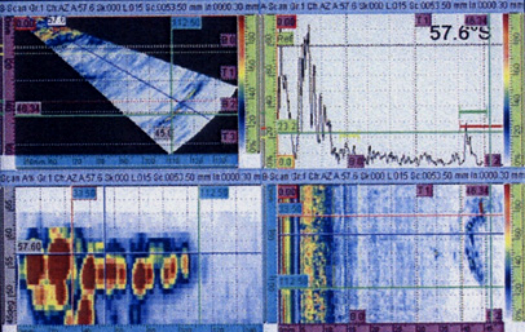
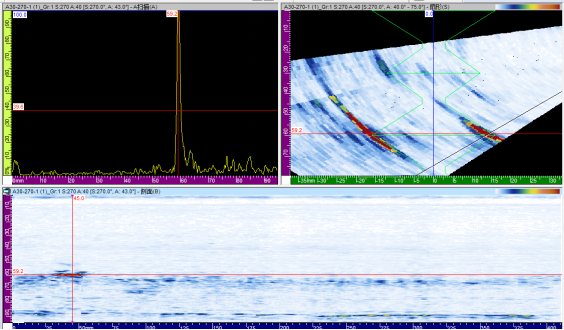
多视图成像
A扫+S扫
A扫+S扫+C扫+B扫
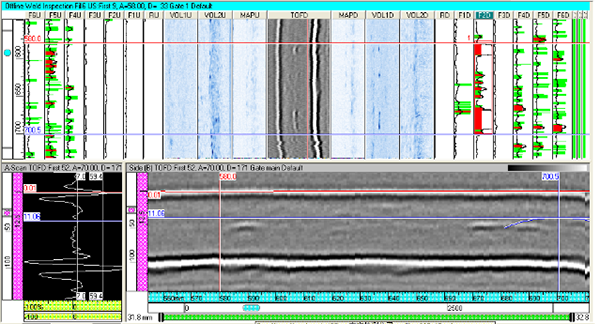
相控阵超声对焊缝的检测图像,包括分区扫查、B扫描、TOFD
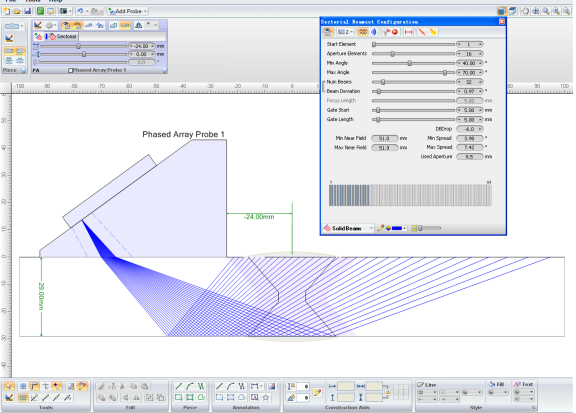
相控阵模拟声场
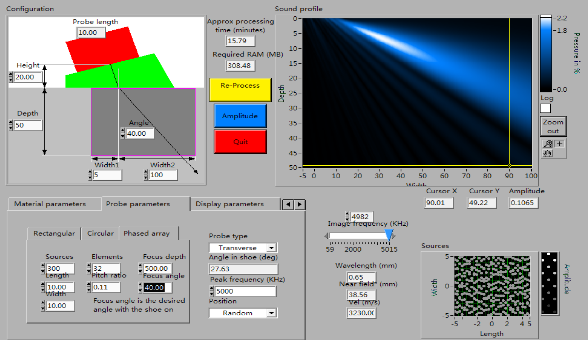
工艺参数
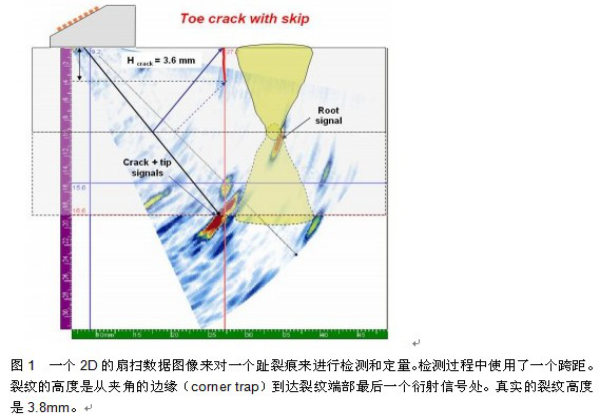
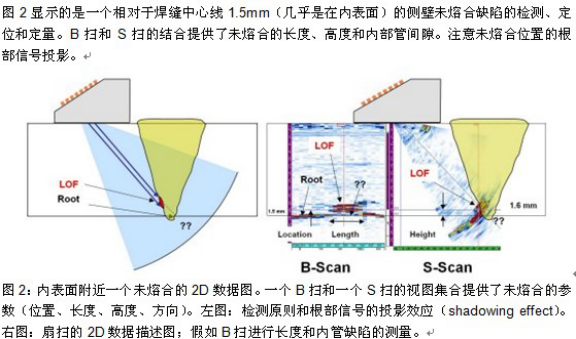
利用2D模型进行数据分析
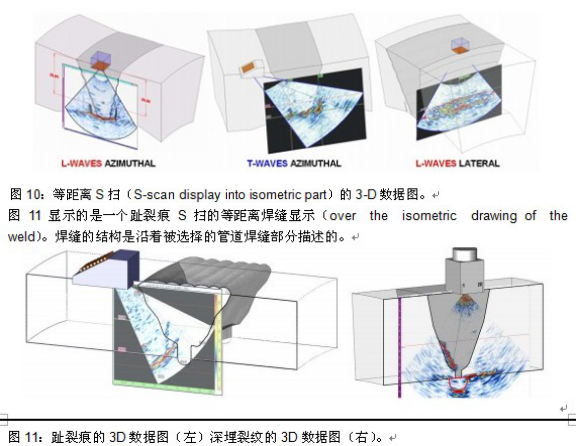
3D数据显示
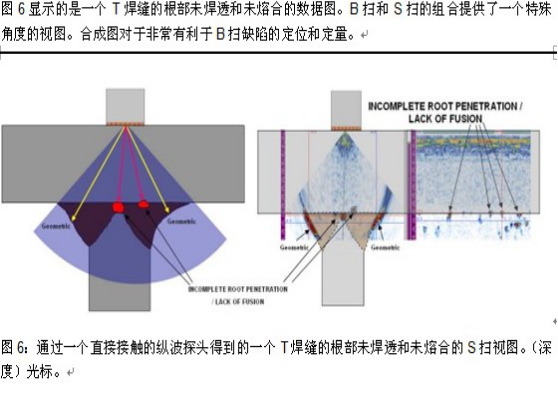
2D数据图是一个很有用的工具,用来分析一个特殊位置的探头扇扫数据和一个焊缝横截面缺陷的关系。3D数据图将部件、探头、声束以及缺陷的性质通过结合起来。3D简化的几何图只有在S扫探头的位置有一个正确的声束交叉时才有用(at the correct beam intersections)。在早期的方法中,一个探头仅仅是由一系列线性阵列晶体等距排列的盒子。这种方法在培训和报告像裂纹高度之类的内容时是有用的。图10显示的是一个通过三种工艺得到的埋头孔裂纹的定位视图:纵波S扫方位图、横波S扫方位图以及纵波S扫侧视图。
相控阵超声检测技术特点
与普通超声波检测技术相比,普通超声波一次只能使用一种角度的探头检测,相控阵检测技术可以通过电子方式控制探头声束角度在-40°~40°或0~90°(增加楔块)内任意偏转,形成扇形扫查,或者以合适的角度成线形扫查,扫查时同时可以进行声束动态聚焦,以增加灵敏度和测量精度。
相控阵超声检测技术特点
探头尺寸更小,能够检测难以接近的部位;
检测速度快,可以实时记录和显示检测结果;
实时彩色成像,包括A/B/C/D和S-扫描成像方式,便于缺陷识别,提高检测准确性;
具备扇形扫查和线性扫查,可以实现焊缝区域100%波束覆盖,提高检出率;
相控阵超声检测技术特点
检测灵活性强,适用于各种管径(直至平板)、壁厚、坡口形式焊缝的检测以及善于检测各种复杂形状的结构件
容易检出各种方向、不同位置的缺陷,定量、定位精度高;
可以动态深度聚焦,提高缺陷信噪比和检测灵敏度;
检测结果受人为因素影响小,数据便于存储,管理和调用。
相控阵的应用
相控阵超声检测业绩
一、扬子-巴斯夫公司LDPE管式反应器弯头的检测
LDPE管式反应器属于超高压设备,是LDPE装置的关键设备,其内径只有Φ34~62 mm,普通检测方法难以保证检测效果,采用相控阵超声检测技术,可以有效发现其内壁的腐蚀、裂纹等缺陷。

扫查示意图
现场检测
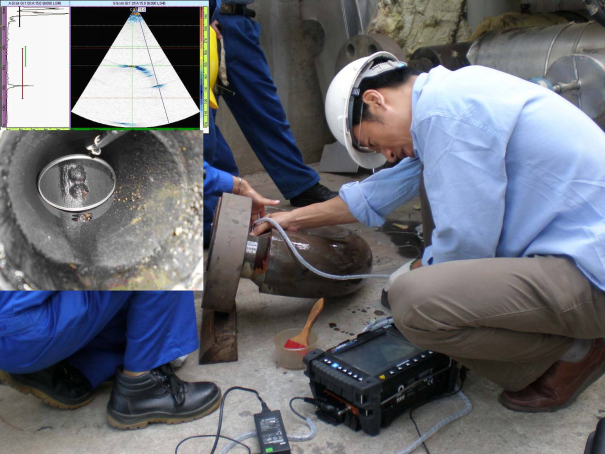
二、锆材搭接角焊缝的检测
锆材主要用于一些耐腐蚀设备的内衬,由于材料的特殊性,加上焊缝类型为搭接的角焊缝,且厚度仅为4mm,普通的检测方法只有用PT对焊缝表面进行检测。采用相控阵超声检测技术,可以有效发现焊缝的未焊透、未熔合、裂纹及气孔等内部缺陷。
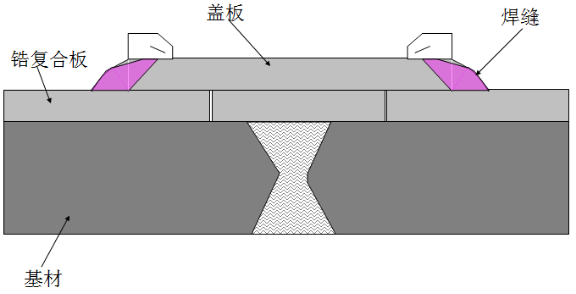
上海某企业反应器,其复合板采用锆材,基材焊缝处采用锆板搭接焊接。

工件示意图
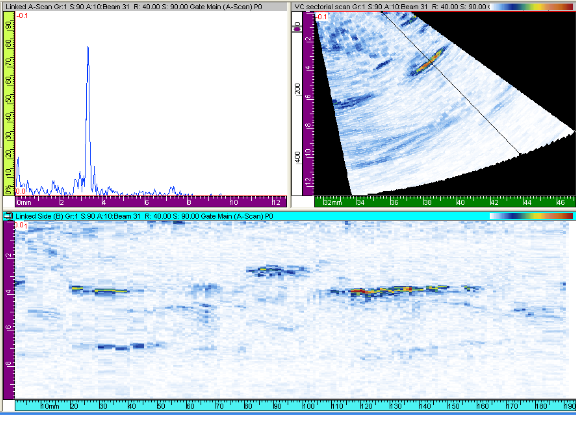
相控阵扫查结果
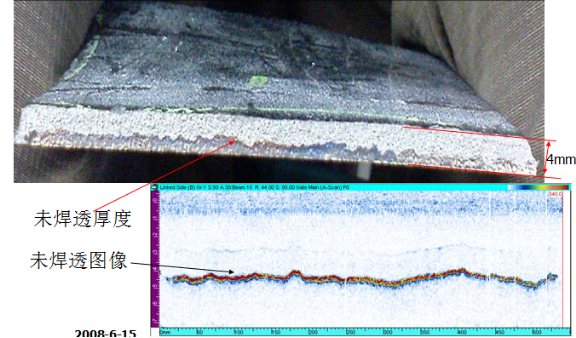
实际缺陷及扫查图像
自身高度
许多历史性的工业验证实验都采用了TOFD以得到大家认可的精度。
然而相控阵尚未获得可供比较的工业标准。
自身高度尺寸作为比较值给出。
尺寸定位误差尚未得到破坏性检测的确认。
长度
大家都承认通过TOFD得到缺陷长度在精度上不及厚度。
比较性的结果也同样是通过两种方法的超声应用给出的。
比较性结果
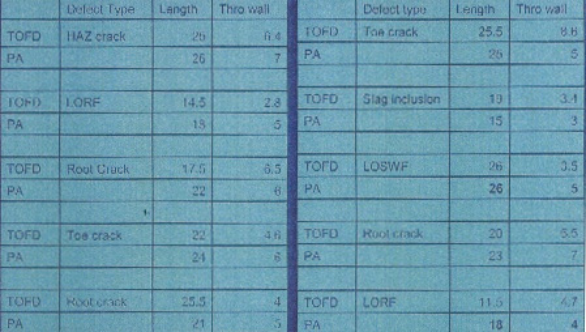
比较性结果
相控阵中的过饱和信号通常都是未溶合缺陷类型。
即使是过饱和的响应,定量精度也惊人地近似TOFD。
