
管子-管板角焊缝射线照相技术

1.管子—管板焊缝射线照相技术
管子-管板焊缝因其形状等原因,使得射线和超声波检测变得很困难,常用的检测方法只有表面检测(渗透或磁粉),但此方法只能检查焊缝的表面缺陷,无法知道焊缝内部缺陷的情况,因此其焊接质量得不到较好的控制。
在世界上最早成功进行管子-管板焊缝射线照相技术是德国BASF和BAYER公司,首先应用的是γ射线探伤技术,并在其企业标准WN75-100中进行了详细的规定。随后,该公司使用X射线棒阳极透照管子-管板角焊缝,使得透照灵敏度大大提高。
现在,管子-管板角焊缝射线照相技术要求也纳入国内射线检测标准NB/T47013.2。
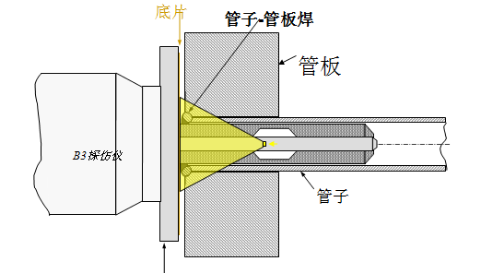
2、探伤原理图
与其它射线照相技术不同的是,管子-管板焊缝射线照相技术是利用小焦点的射源伸入管子内,计算好合适的焦距、曝光时间、厚度补偿等参数,反向透照贴在管板上的射线胶片,最终形成射线影像的检测技术。
3、棒阳极X射线探伤仪介绍


1)射线源:棒阳极射线检测系统(包括:X射线发生器、X射线管、高压电缆、控制装置、发生器连接电缆、操作软件等)。
2)胶片:AGFA高灵敏度胶片;
3)曝光焦距和曝光时间:按照不同规格的工件及射线补偿技术计算。
4)工件规格:可以检测的管子规格为:内径在13~90mm的各种规格,其中包括椭圆管的检测。
5)管子-管板焊缝射线照相的灵敏度。
棒阳极射线检测可以发现0.3以上大小的气孔缺陷。γ射线检测可以发现0.5以上大小的气孔缺陷。
4、管子-管板焊缝照相技术中的应用
n★管程和壳程高压差设计
★承受变化应力、振动引起的应力;
★重要设备、关键设备、高价值设备
★剧毒介质设备、高可靠性要求设备、投用后无法维护修理的设备。
5、B3型γ射线探伤现场:

6、棒阳极X射线现场:
